



塑膠件的結(jié)構(gòu)設(shè)計(jì):拔模斜度篇(上) 
回憶一下,你一定遇到過很難分離被疊在一起的塑膠凳子的情形,那已經(jīng)是有設(shè)計(jì)斜度的凳子,更何況是沒有設(shè)計(jì)拔模斜度的塑膠零件需要從模具中取出來。1、為什么沒有設(shè)計(jì)拔模斜度,塑膠件就很難從模具中取出來?在注塑成型中,熔融樹脂流入閉合模具并填充前模和后模之間形成的腔體,由于熱塑性塑料在冷卻時(shí)會(huì)收縮,塑料有向模具型芯收縮的趨勢(shì),收縮后的塑膠件會(huì)緊緊地吸附在模具的型芯上。
8351 6 2
結(jié)構(gòu)攻城獅 ??? 3年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):拔模斜度篇(下) 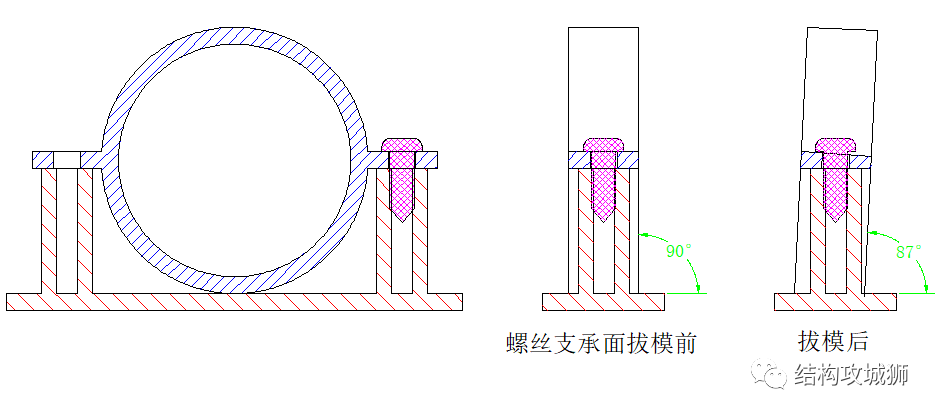
對(duì)支撐面進(jìn)行拔模,可以方便出模,但是拔模后,螺絲的支承面與螺柱中心線不垂直,強(qiáng)行鎖緊后,被固定件可能會(huì)被壓歪。2、零件拔模后,對(duì)過盈配合的影響。塑膠件之間可以互相配對(duì)拔模,過盈配合精度不影響,但是對(duì)于無拔模斜度的標(biāo)準(zhǔn)件(如軸承、轉(zhuǎn)軸等)與塑件件過盈配合就需要注意,比如以下這種小軸與柱子內(nèi)孔的過盈配合,內(nèi)孔如果拔模,過盈效果容易失效,內(nèi)孔通過司筒針出模可以實(shí)現(xiàn)內(nèi)孔無拔模。
5964 5 1
結(jié)構(gòu)攻城獅 ??? 3年前
注塑模調(diào)機(jī)工藝.
(7).適當(dāng)擴(kuò)大流道的拔出斜度。塑件翹曲變形一﹐注塑件缺陷的特征 注塑件形狀與模腔相似但卻是模腔形狀的扭曲版本。 二、可能出現(xiàn)問題的原因 (1).彎曲是因?yàn)樽⑺?em>件內(nèi)有過多內(nèi)部應(yīng)力。(2).模具填充速度慢。(3).模腔內(nèi)塑料不足。(4).塑料溫度太低或不一致。(5).注塑件在頂出時(shí)太熱。(6).冷卻不足或動(dòng)、定模的溫度不一致。
2275 1
模具論壇 ??? 4年前
塑料連接器產(chǎn)品翹曲常見原因分析及改善方案 
4.拔模設(shè)計(jì)的規(guī)范要求為減小脫模時(shí)的變形,需要設(shè)置適當(dāng)?shù)?em>拔模角及便于脫模的結(jié)構(gòu)設(shè)計(jì)。一般來說,拔模角應(yīng)該設(shè)置在1~2度以上,最小拔模角不能低于0.5度,功能處的極限拔模角為0.25度。對(duì)于外觀面,需要加大拔模角以確保脫模順利;對(duì)于咬花面,則需要根據(jù)具體的咬花規(guī)格來確定合適的拔模角。特別需要注意的是,柵格及城堡逃料的拔模角要適當(dāng)加大,一般建議為4~5度。
2496
國(guó)高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 3月前
干貨收藏!四大考量、五大訣竅 助力提升模具設(shè)計(jì) 
拔模角度設(shè)計(jì)由于樹脂具有獨(dú)特的收縮率,在冷卻時(shí)會(huì)出現(xiàn)收縮,這可能導(dǎo)致模塑部件粘在模腔內(nèi),出現(xiàn)黏膜情況。制造商的規(guī)格表雖然有助于確定最小拔模角度,但這也受到零件表面紋理的影響。在某一點(diǎn)上,更多紋理(咬花)的注塑部件需要更大的拔模角度。3、移動(dòng)分型線需要拔模角度產(chǎn)品設(shè)計(jì)師在兩個(gè)垂直面的直角交叉處確定分型線是很普遍的。
2121
UG模具設(shè)計(jì)材料 ??? 4年前
決定多模穴射出件的流動(dòng)平衡性 
決定多模穴射出件的流動(dòng)平衡性■劉文斌/型創(chuàng)科技 技術(shù)總監(jiān)多模穴平衡性的重要性當(dāng)多模穴模具進(jìn)行射出加工時(shí),塑料熔膠藉由流道系統(tǒng)進(jìn)入各模穴中,塑料是以其所具有的溫度、壓力以及射速等條件來進(jìn)行充填動(dòng)作,然而塑料的這些成型條件參數(shù)是會(huì)隨著時(shí)間而變化的,也就是說在非常短的充填時(shí)間間隔中,塑料的溫度、壓力、射速等條件參數(shù)是會(huì)一直在變動(dòng)的直到充填結(jié)束。
2613 2
型創(chuàng)科技2023 ??? 2年前
基于拓?fù)鋬?yōu)化的塑料尾門設(shè)計(jì) 
,塑料尾門是注塑的工藝,根據(jù)生產(chǎn)的工藝需求設(shè)置合理的拔模深度、拔模角度和分型面。
4744 1
小白Johnny ??? 2年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):螺紋連接結(jié)構(gòu)篇(下) 
塑膠件螺紋連接結(jié)構(gòu)的設(shè)計(jì)原則: 連接強(qiáng)度原則; 成型性原則;一、連接強(qiáng)度原則5、拔模斜度螺釘柱的拔模角度對(duì)內(nèi)孔徑和壁厚是有影響的,隨著螺絲柱的高度越高,其影響就越大,特別是對(duì)于內(nèi)孔,拔模后內(nèi)徑大小對(duì)緊固力和滑牙扭矩都有影響,那到底需不需要拔模呢?
11839 7
結(jié)構(gòu)攻城獅 ??? 3年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):分型面(線)篇 
6、分型面的選擇應(yīng)考慮模具的大小分型面的選擇對(duì)模具的大小是有影響的,如下圖,原始的設(shè)計(jì)模具高度較高,相對(duì)應(yīng)的型腔和型芯都較深,模具加工的時(shí)長(zhǎng)就越長(zhǎng),同時(shí)可能會(huì)遇到小零件需要用到大注塑機(jī)的情況,同時(shí),由于型腔和型芯都較深,導(dǎo)致拔模對(duì)零件的尺寸影響較大。
11174 1
結(jié)構(gòu)攻城獅 ??? 3年前
確保模具順利開發(fā)的重要步驟:T零量產(chǎn)關(guān)鍵因子之DFX 
拔模角度:檢查成品的拔模角度是否足夠,或者確認(rèn)客戶對(duì)于成品是否有裝配的配合要求或其他特殊要求(例如:咬花、或是不可有拔模角度)。同時(shí)須考慮拆模方式(例如:拆滑塊)或模具結(jié)構(gòu)是否需要做其它相應(yīng)的變更。 倒鉤處理方式:提出成品倒鉤處理的方式,并與客戶確認(rèn)是否會(huì)影響成品的功能性、裝配或其它方面。如果倒鉤方式對(duì)模具結(jié)構(gòu)、后續(xù)維護(hù)和成本有影響,也需要一并提出。
2860 3
型創(chuàng)科技2023 ??? 2年前
模具遇到這些問題,不再束手無策了! 
導(dǎo)柱孔與分模面的筆直度至關(guān)首要,在加工時(shí)是選用動(dòng)、定模對(duì)準(zhǔn) 方位夾緊后,在鏜床上一次鏜完,這么可確保動(dòng)、定模孔的同心度,并使筆直度差錯(cuò)最小。此外,導(dǎo)柱及導(dǎo)套的熱處理硬度有必要抵達(dá)方案懇求。3.導(dǎo)柱損害導(dǎo)柱在模具中首要起導(dǎo)向作用,以確保型芯和型腔的成型面在任何情況下互不相碰,不能以導(dǎo)柱作為受力件或定位件用。在幾種情況下,打針時(shí)動(dòng)、定模將發(fā)生無窮的側(cè)向偏移力。
2163 1
高分 ??? 4年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
常見的LCP 塑料應(yīng)用產(chǎn)品有:連接器系列產(chǎn)品、卷線器(Bobbin)、單邊接觸記憶內(nèi)存模塊(SIMM) 插口、LED(MID)、QFP 插口、微波爐支架、熱風(fēng)機(jī)機(jī)筒、燙發(fā)器、電夾板、電晶體類封裝件、射出成型線路部件(MID)、光感應(yīng)器、集成塊支承座、恒速感應(yīng)器裝置、耳機(jī)部件、照相機(jī)快門板、聲錄放映機(jī)外殼、禁止器開關(guān)部件、光纜拉伸件、光纜連接器、光纜接插器、點(diǎn)陣式印表機(jī)的底座及線圈、電扇、泵浦(pump
8295 4 1
ACMT協(xié)會(huì) ??? 2年前
設(shè)計(jì)88問,太全面了,果斷收藏!
客戶提供產(chǎn)品圖→分析產(chǎn)品→確認(rèn)塑料品種→確認(rèn)模具材質(zhì)→轉(zhuǎn)工程圖→乘縮水作鏡相→完善組立圖→訂模胚→訂模仁料→拔模→3D 分模→確定流道/澆口方式→參照排位圖進(jìn)行結(jié)構(gòu)設(shè)計(jì)→拆鑲件→更正 3D→工程出圖《包括:模仁/鑲件/模胚/散件》→做 BOM 表→校對(duì)審核57、脫模有幾種方式?順脫和強(qiáng)脫58、進(jìn)膠方式有哪些?
2261 2
UG模具設(shè)計(jì)材料 ??? 3年前
塑料件加工發(fā)脆,怎么辦? 
(2) 降低螺桿預(yù)塑背壓壓力和轉(zhuǎn)速,使料稍為疏松,并減少塑料因剪切過熱而造成的降解。(3) 模溫太高,脫模困難;模溫太低,塑料過早冷卻,熔接縫融合不良,容易開裂,特別是高熔點(diǎn)塑料如聚碳酸酯等更是如此。(4) 型腔型芯要有適當(dāng)?shù)拿撃P倍取P托倦y脫模時(shí),要提高型腔溫度,縮短冷卻時(shí)間愛你;型腔難脫模時(shí),要降低型腔溫度,延長(zhǎng)冷卻時(shí)間。
2097
模具論壇 ??? 4年前
塑料件出模分析及工程應(yīng)用

1853
承恒科技 ??? 4年前
汽車模具分類及制造工藝 
熔融狀態(tài)的塑料經(jīng)過機(jī)頭會(huì)形成連續(xù)不斷的成型塑件,生產(chǎn)效率特別高。除了上述所列舉的幾類塑料模具外,還有真空成型模、壓縮空氣模、吹塑模、低發(fā)泡塑料模等。汽車車身上的的沖壓件大體上分為覆蓋件、梁架件和一般沖壓件。能夠明顯表示汽車形象特征的沖壓件是汽車覆蓋件。因此,更加特指的汽車模具可以說成是“汽車覆蓋件沖壓模具”。簡(jiǎn)稱汽車覆蓋件沖模。
2543 1
Im智能注塑 ??? 4年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
客戶提供產(chǎn)品圖→分析產(chǎn)品→確認(rèn)塑料品種→確認(rèn)模具材質(zhì)→轉(zhuǎn)工程圖→乘縮水作鏡相→完善組立圖→訂模胚→訂模仁料→拔模→3D分模→確定流道/澆口方式→參照排位圖進(jìn)行結(jié)構(gòu)設(shè)計(jì)→拆鑲件→更正3D→工程出圖《包括:模仁/鑲件/模胚/散件》→做BOM表→校對(duì)審核。40. 脫模有幾種方式?順脫和強(qiáng)脫。41. 進(jìn)膠方式有哪些?
3456
UG模具設(shè)計(jì)材料 ??? 4年前
塑料螺旋流動(dòng)測(cè)試:評(píng)估材料充模能力的核心方法 
在塑料注塑成型中,確保熔體能夠完全填滿模具型腔是成功生產(chǎn)的第一步。塑料螺旋流動(dòng)測(cè)試(Spiral Flow Test) 作為一種標(biāo)準(zhǔn)化且直觀的評(píng)估方法,被廣泛用于量化樹脂的流動(dòng)性,從而直接預(yù)測(cè)其充模能力。該方法通過測(cè)量樹脂在特定工藝條件下于螺旋形流道中的流動(dòng)長(zhǎng)度,為材料選擇、工藝設(shè)定和質(zhì)量控制提供了關(guān)鍵數(shù)據(jù)。
2321
國(guó)高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 4月前
Moldex3D模流分析之冷卻階段模溫的低溫切換 
射出充填階段的高模溫條件將有效改善塑料的流動(dòng)性及降低射出件表面問題(例如結(jié)合線、流痕、浮纖…等)發(fā)生的機(jī)會(huì);而冷卻階段模溫的低溫切換,也能有效縮短成型周期時(shí)間。由于快速模具溫度加熱冷卻成型技術(shù)能在產(chǎn)品質(zhì)量和生產(chǎn)成本之間取得完美平衡,近年來在塑料射出成型產(chǎn)業(yè)上獲得重視。
1820
Moldex3D 中國(guó) ??? 12月前
做注塑模具設(shè)計(jì)基本知識(shí),不懂你就可以放棄這門行業(yè)了
客戶提供產(chǎn)品圖→分析產(chǎn)品→確認(rèn)塑料品種→確認(rèn)模具材質(zhì)→轉(zhuǎn)工程圖→乘縮水作鏡相→完善組立圖→訂模胚→訂模仁料→拔模→3D 分模→確定流道/澆口方式→參照排位圖進(jìn)行結(jié)構(gòu)設(shè)計(jì)→拆鑲件→更正 3D→工程出圖《包括:模仁/鑲件/模胚/散件》→做 BOM 表→校對(duì)審核57、脫模有幾種方式?順脫和強(qiáng)脫58、進(jìn)膠方式有哪些?
3100 3 3
Im智能注塑 ??? 3年前
20條/頁 
 15
15 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
